




A mobile screening station is a mobile screening equipment that integrates receiving, screening, and conveying. It is widely used in operations that require frequent relocation, such as sand and gravel aggregate production, mining, construction waste treatment, and road demolition. Its biggest advantage lies in its mobility and flexibility; it can be directly deployed to the construction site, achieving "ready to use," significantly reducing material transportation costs and infrastructure investment.
Working Principle
1. Material Input
Raw materials are processed by front-end crushing equipment (such as jaw crushers and cone crushers) and then conveyed to the vibrating screen of the mobile screening station via belt conveyor. For construction waste or mining materials, excavators can also be used for direct feeding.
2. Screening Process
The vibrating motor operates at high speed, driving the screen box to produce a combined vibration of horizontal circular motion and vertical oscillation, causing the material to spread in a spiral pattern on the screen surface. Large particles move towards the edge of the screen and are discharged, while small particles pass through multiple layers of screens for grading.
The number of screen layers is generally 2–4, allowing for the separation of 3–4 different aggregate sizes in one pass.
Screening efficiency and throughput can be optimized by adjusting the amplitude, frequency, and screen inclination angle (usually 5°–15°).
3. Finished Product Output
Qualified finished products are conveyed to designated storage areas via discharge belt conveyors. Materials that do not meet standards can be returned to the crusher for further processing, forming a closed-loop cycle to ensure uniform particle size.
4. Intelligent Control and Environmentally Friendly Design
Supports hydraulic adjustment of screen angle and amplitude; some models are equipped with an automatic lubrication system, with an oil change interval of up to 1200 hours.
Built-in dust suppression spray system and low-noise design meet urban construction environmental protection requirements.
Product Structure
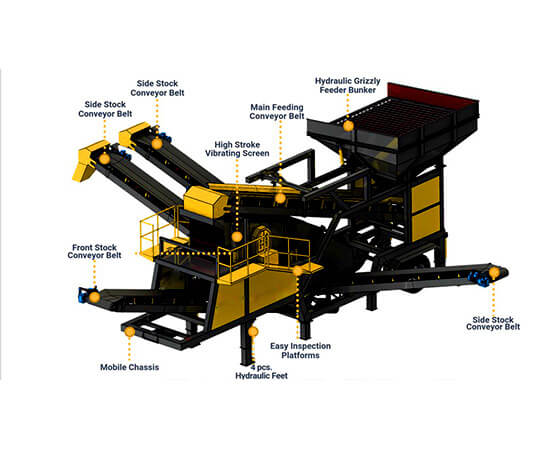
A mobile screening station mainly consists of the following key components:
- Vibrating Screen: The core screening unit, typically equipped with double or triple-layer screens, with adjustable screen aperture size and inclination angle.
- Conveying System: Includes feed and discharge belt conveyors, responsible for continuous material transport and finished product stacking.
- Mobile Chassis: Available in tracked and wheeled types. Tracked chassis are suitable for complex terrain, while wheeled chassis facilitate rapid relocation by road.
- Power Unit: Driven by a diesel engine or external power source. Some equipment supports dual-power switching to adapt to environments without electricity.
- Electrical Control System: Integrates PLC control and wireless remote control functions, enabling one-button start, remote monitoring, and fault diagnosis.
Product Advantages
- Diesel Generator
In the absence of a power supply, a diesel generator provides electricity, ensuring the stable and reliable operation of the entire screening equipment. - Hopper
The hopper contains a 75mm mesh screen for pre-screening oversized materials. - Vibrating Screen with Cleaning Nozzles
The three screen layers each measure 6.1m x 1.5m, enabling large-area screening.
High-density, high-pressure cleaning nozzles with grooves at the top of the screens are installed.
The cleaning nozzles clean the material from the upper screen to the lower screen during screening, improving water efficiency.
Finally, the cleaned material is separated into three particle sizes: 5-10mm, 10-20mm, and 20-75mm, and discharged via a conveyor belt. - Folded Feed and Discharge Conveyor Belt
The angle of the extra-large conveyor belt can be hydraulically adjusted from 15° to 24°.
The operator can safely adjust the conveyor belt to the optimal position and angle using a remote leash. - Mobile Chassis With Axles And Tires
Heavy-duty tracks can be installed and adapted to various harsh environments. Furthermore, it creates the safest environment for operators and workers.