




Belt conveyors are a type of continuous conveying equipment widely used in industrial production, capable of efficiently and stably handling large quantities of materials. Driven by friction, they enable continuous transport of materials horizontally, inclined, and even vertically, making them an indispensable key piece of equipment in modern mining, metallurgy, chemical, power, building materials, and logistics industries.
Working Principle
The working principle of a belt conveyor is based on friction drive: an electric motor drives a drive drum to rotate via a reducer. The conveyor belt wraps around the drive drum and the idler drum to form a closed loop, and the friction between them keeps the belt running continuously. Material placed on the conveyor belt moves with it, thus achieving continuous transport from the starting point to the end point.
During operation, idlers support the conveyor belt and the material it carries, reducing running resistance; the tensioning device ensures the belt maintains sufficient initial tension to prevent slippage or deviation. Some advanced models are also equipped with a PLC control system and sensors to achieve real-time monitoring and automatic adjustment of parameters such as speed, tension, and deviation.
Product Structure
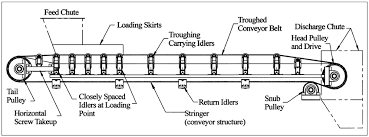
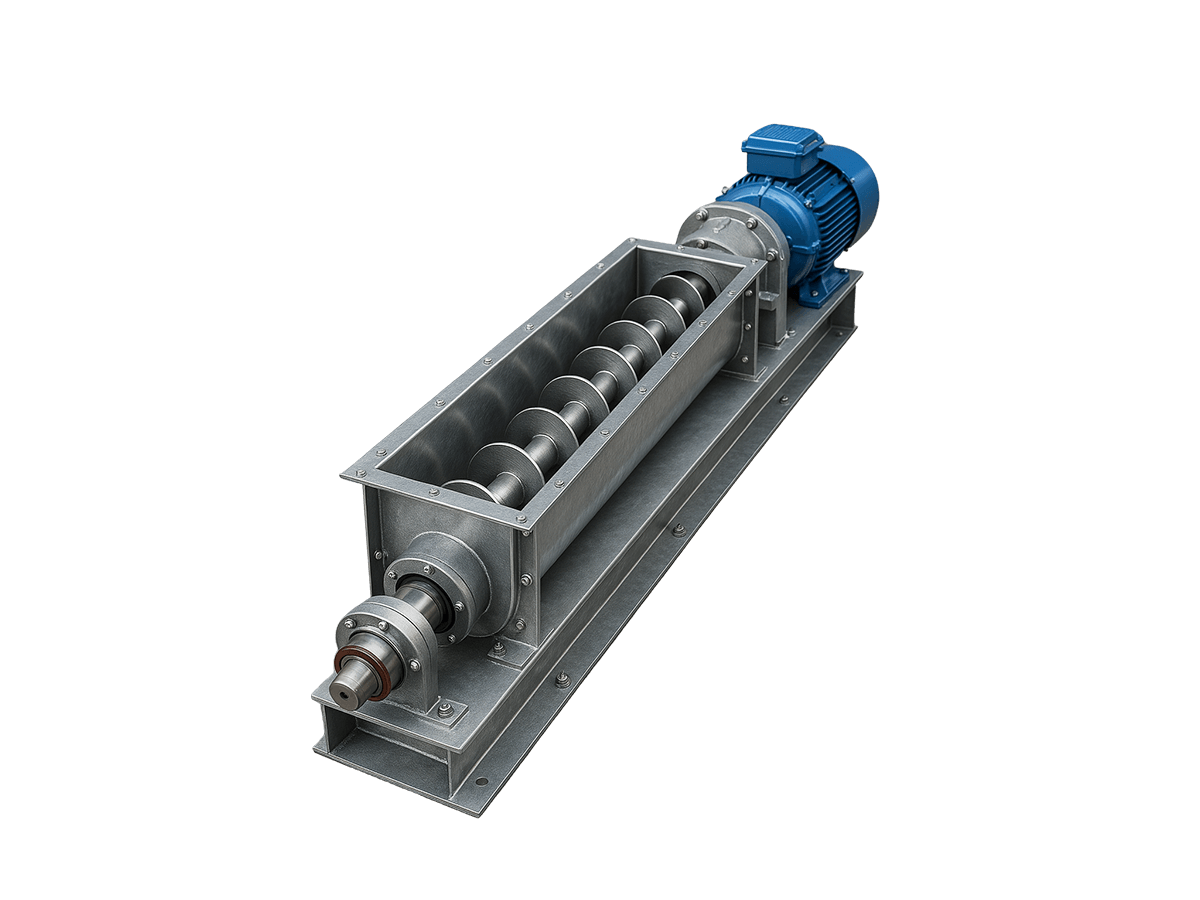
A belt conveyor mainly consists of the following core components:
- Frame: Supports the entire equipment, typically welded from structural steel, ensuring a stable structure.
- Conveyor Belt: The core component that carries and pulls materials. Materials include rubber, PVC, PU, etc., and special types such as wear-resistant, high-temperature resistant, and anti-static can be selected according to working conditions.
- Drive Unit: Includes a motor, reducer, coupling, and drive roller, providing the power source.
- Idler Roller: Used to change the direction of belt travel, usually located at the tail end.
- Idler Roller Assembly: Divided into load-bearing idlers (upper idlers) and return idlers (lower idlers), supporting the belt and reducing friction loss;
- Tensioning Device: Adjusts belt tension through counterweights, screws, or hydraulic pressure to ensure stable operation;
- Cleaning Device: Removes residual material from the belt surface, preventing spillage and wear;
- Safety Protection System: Includes anti-deviation switches, pull-rope emergency stops, overload protection, etc., enhancing operational safety.
Product Advantages
-
High Conveying Capacity and Efficiency
Capable of continuous, uninterrupted operation, with a single machine conveying capacity of thousands of tons per hour, significantly improving production efficiency. -
Simple Structure and Easy Maintenance
The overall design is modular, with highly standardized components. Routine maintenance only requires checking tension, cleaning idlers, and replacing worn parts. -
Smooth Operation and Low Noise
The belt's flexible load-bearing capacity prevents severe material vibration and reduces breakage rates. Operating noise is generally below 75 decibels, making it suitable for environments with high environmental requirements. -
Low Energy Consumption and Environmentally Friendly
Compared to chain or bucket conveyors, belt conveyors have lower operating resistance and lower drive power consumption, resulting in significant energy savings. -
Flexible Layout and Strong Adaptability
Can be arranged horizontally, inclined (generally ≤18°), curved, or even in multi-segment combinations, easily bypassing obstacles and adapting to complex terrain. -
High Degree of Automation Integration
Easily interface with PLCs, frequency converters, and IoT systems to achieve remote monitoring, intelligent scheduling, and unmanned operation. -
Excellent Environmental Performance
The enclosed structure effectively suppresses dust, and combined with the spray dust suppression system, it meets environmental emission standards.