




Bucket elevators are vertical conveying equipment widely used in industrial fields, mainly for lifting powdery, granular, or small lump materials from a low place to a high place. They are compact in structure, stable in operation, and have good sealing properties. Suitable for various industries such as building materials, chemicals, grain, and mining, they are an indispensable continuous conveying machine in modern production lines.
Working Principle
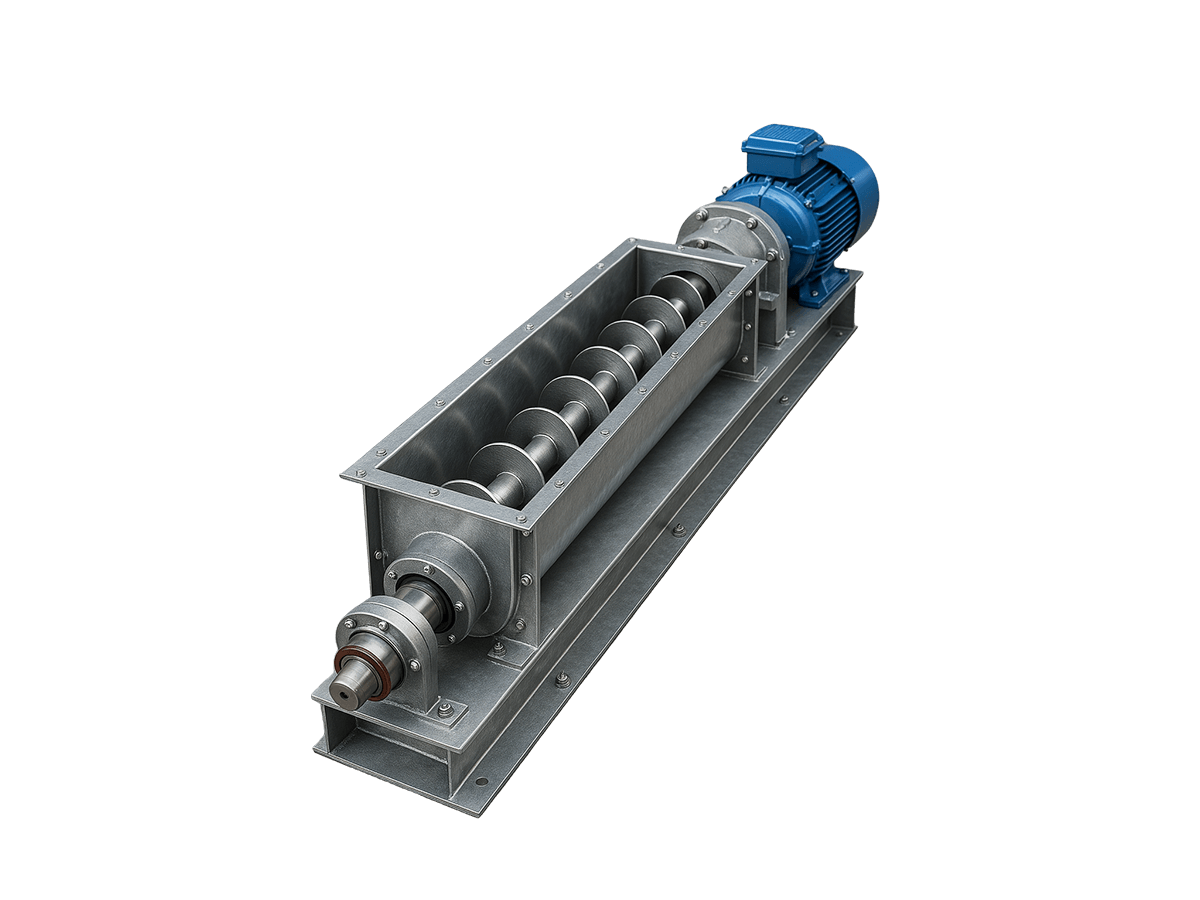
Bucket elevators use an endless traction component (such as a chain or belt) to drive a series of stationary buckets cyclically, achieving the vertical lifting of materials. Its working process is as follows:
- The material enters the machine base through the bottom feed inlet and is "scooped up" by the hopper during operation.
- The hopper moves upward along with the traction component to the head drive wheel.
- Once it reaches the top, the hopper rotates around the head wheel, and under the action of gravity or centrifugal force, it pours the material into the discharge port.
- The empty hopper continues to return to the bottom along the return side, entering the next cycle.
Based on the different unloading methods, it can be divided into:
- Centrifugal discharge: Suitable for powdery and small granular materials, the hopper operates at high speed to generate centrifugal force to complete the discharge.
- Gravity unloading: suitable for large, high-density materials, which fall naturally by their own weight;
- Hybrid unloading: Combining the characteristics of both, it is more adaptable.
Product Structure
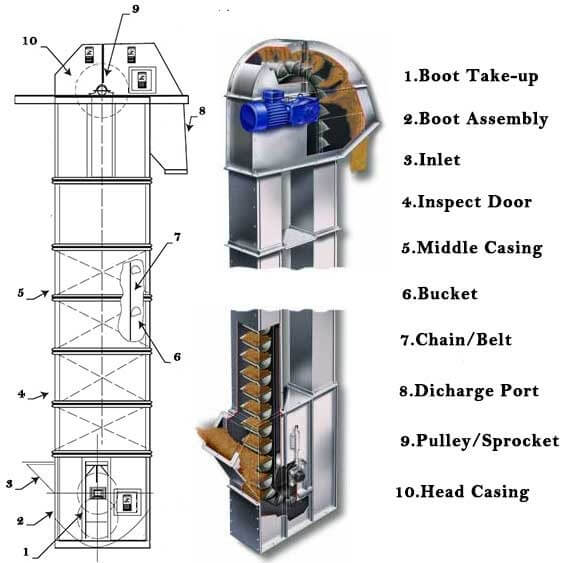
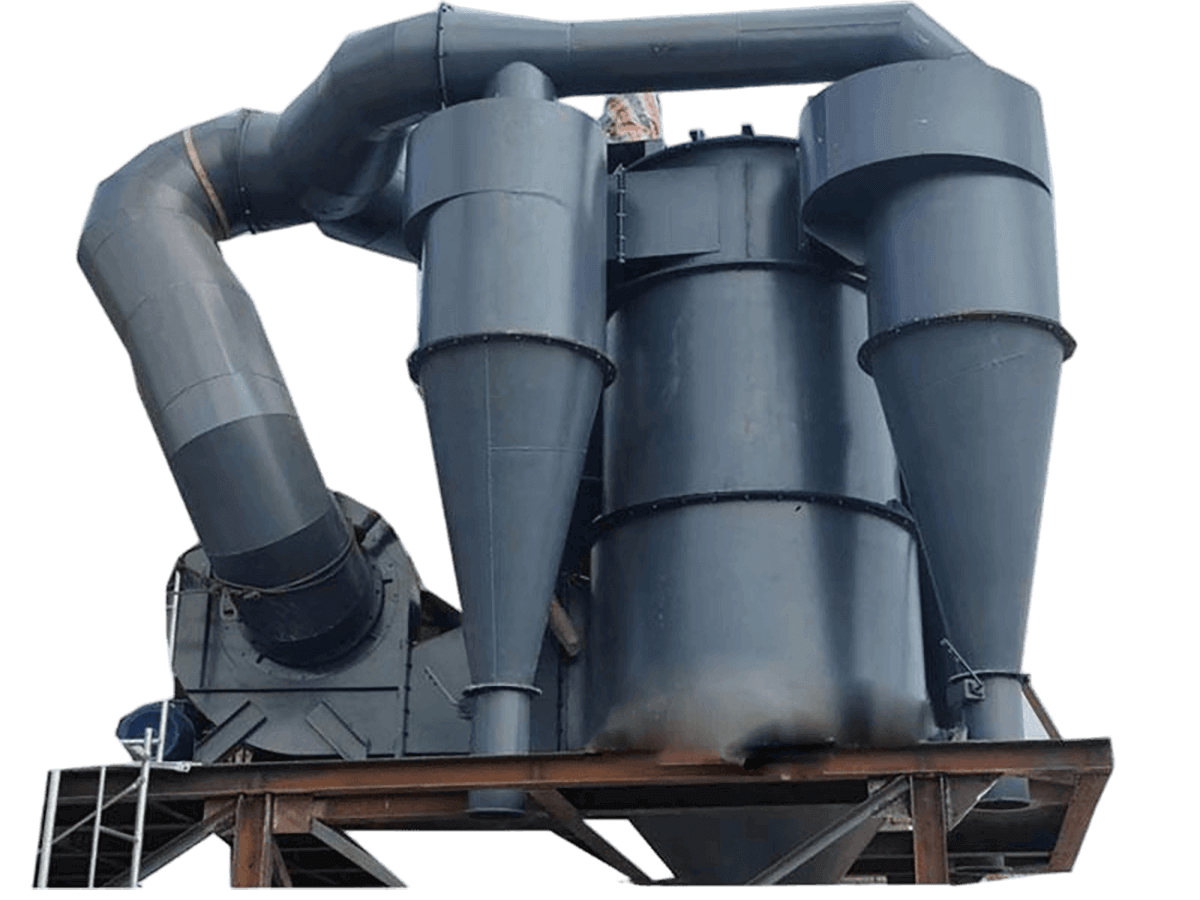
Bucket elevators mainly consist of the following five parts:
- Drive unit: includes motor, reducer, coupling, and drive sprocket (or roller), providing power output;
- Head assembly: includes drive shaft, head housing, discharge port, and anti-overflow device to ensure efficient unloading;
- Intermediate housing: The vertical channel connecting the head and tail, usually a welded metal structure with good sealing performance.
- Tail assembly: includes tail pulley, tensioning device, and feed inlet, supports automatic adjustment of chain/belt tension;
- Traction and load-bearing system: It consists of a traction chain (or belt) and a bucket. The bucket is fixed to the traction component by bolts or connectors to form a continuous lifting unit.
In addition, the equipment is equipped with guiding devices, safety protection systems (such as chain break alarms and speed monitoring), and control systems to ensure stable operation.
Product Advantages
-
The lifting height is high, reaching 40–80 meters.
Suitable for high-rise factories or processes with large elevation differences, significantly saving space. -
High conveying efficiency and good sealing performance
The fully enclosed casing design effectively prevents dust from escaping, improves the working environment, and meets environmental protection requirements. -
Stable operation and low failure rate
Advanced design principles and manufacturing processes ensure the reliability of the entire machine, with a mean time between failures (MTBF) exceeding 20,000 hours. -
Wide range of applicable materials
It can transport powdery, granular, and small lump materials, such as cement, coal, fertilizer, and grain, and is also well adapted to abrasive materials. -
Low energy consumption and low maintenance costs
It adopts inflow feeding and induced unloading, with almost no material return or digging phenomenon, and low drive power. -
High degree of customizability
It supports customization of hopper capacity, lifting height, conveying capacity, and material (such as stainless steel, non-toxic PP hoppers) to meet the special needs of the food, pharmaceutical, and other industries.