

Cobalt Mining Technology
Date: 2026-02-27 Categories: New Energy Minerals Views: 59
The beneficiation process after cobalt mining encompasses three core stages: crushing and grinding, separation and purification, and smelting. The specific process and key technologies are as follows:
I. Crushing and Grinding: Particle Size Control and Efficiency Optimization
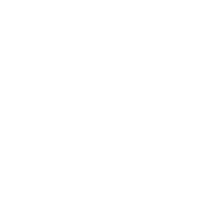
Crushing Stage
Equipment Selection: A combination of jaw crushers (coarse crushing) and cone crushers (medium and fine crushing) is used to crush large cobalt ore pieces to a particle size of 25-50mm.
Principle of More Crushing, Less Grinding: Increasing the number of crushing stages (e.g., two-stage crushing and screening) reduces grinding energy consumption and lowers overall costs. For example, in copper-nickel-cobalt deposits, crushing costs account for more than 50% of the total beneficiation cost; optimizing the crushing process can significantly improve economic efficiency.
Special Processes: For ores with high oxidation rates or high clay content (such as weathered sedimentary cobalt ore), a washing stage is required after crushing to remove surface clay and prevent clogging during subsequent grinding.
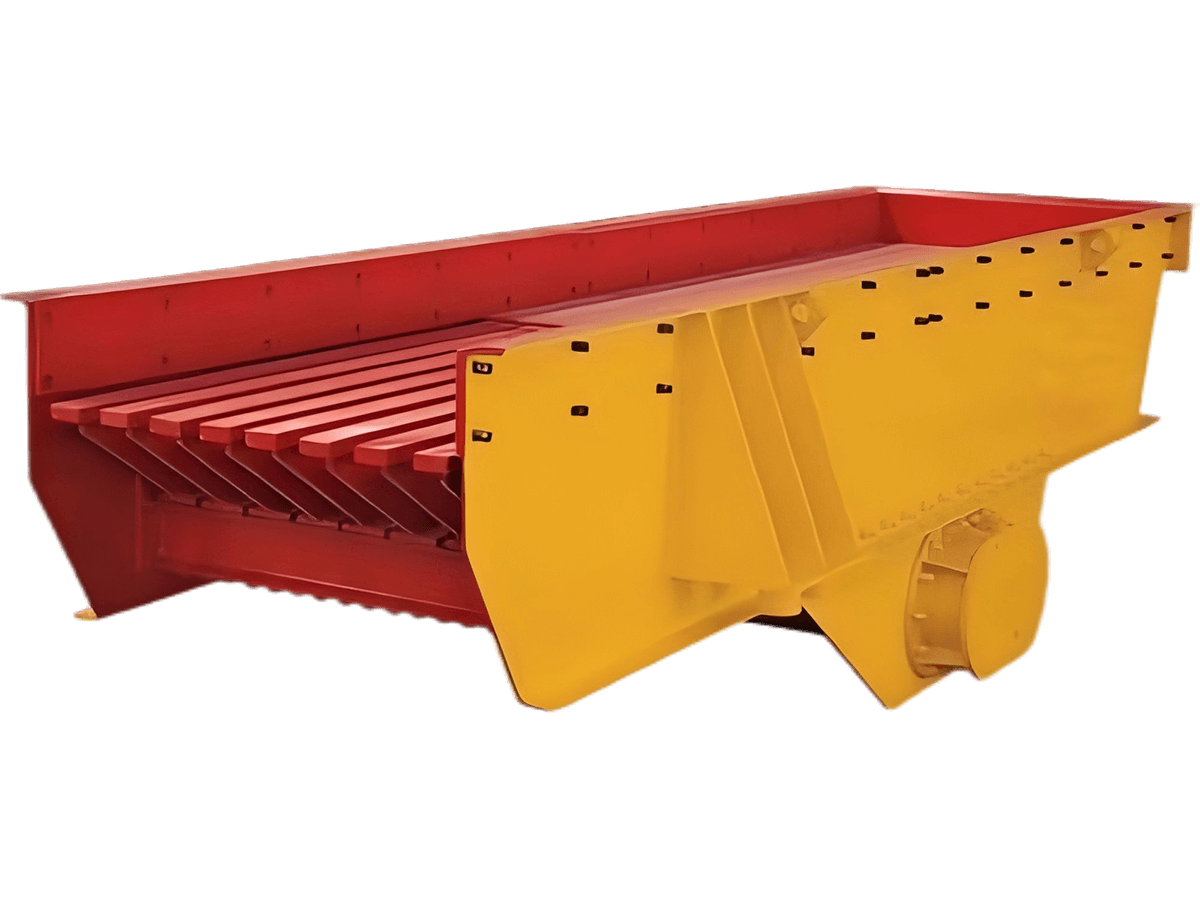
Grinding Stage
Equipment Selection: Primarily ball mills (grid type for coarse grinding, overflow type for fine grinding), supplemented by spiral classifiers or hydrocyclones for particle size classification.
Particle Size Control: Adjust grinding fineness according to ore properties. For example, copper-cobalt ore needs to be ground to -200 mesh (60%-90%) to improve flotation recovery; iron-cobalt ore needs to be ground to -0.074mm (70%-90%) to enhance magnetic separation.
Energy Saving Technology: Employ semi-autogenous grinding (SAG) + ball milling process to reduce steel ball consumption and lower energy consumption by 20%-30%.
II. Separation and Purification: Multi-technology Combined Application
Flotation (Core Process)
Preferred Flotation: Suitable for copper-cobalt deposits, float copper first, then cobalt. For example, using lime as a depressant, YK1-11 as a copper collector, and butyl xanthate as a cobalt collector, copper concentrate (grade ≥20%) and cobalt-sulfur concentrate (cobalt grade ≥3%) can be obtained, respectively.
Mixed flotation: Suitable for copper-nickel-cobalt symbiotic ores. Butyl xanthate is used for collection, and BKNL modifier is used to suppress gangue, resulting in a mixed concentrate. Cobalt is then separated by hydrometallurgical processes.
Process optimization: A "one-stage roughing, two-stage scavenging, two-stage cleaning" process is adopted to improve the recovery rate. For example, in a copper-cobalt mine, the cobalt recovery rate was increased from 75% to 85% by optimizing the flotation process.
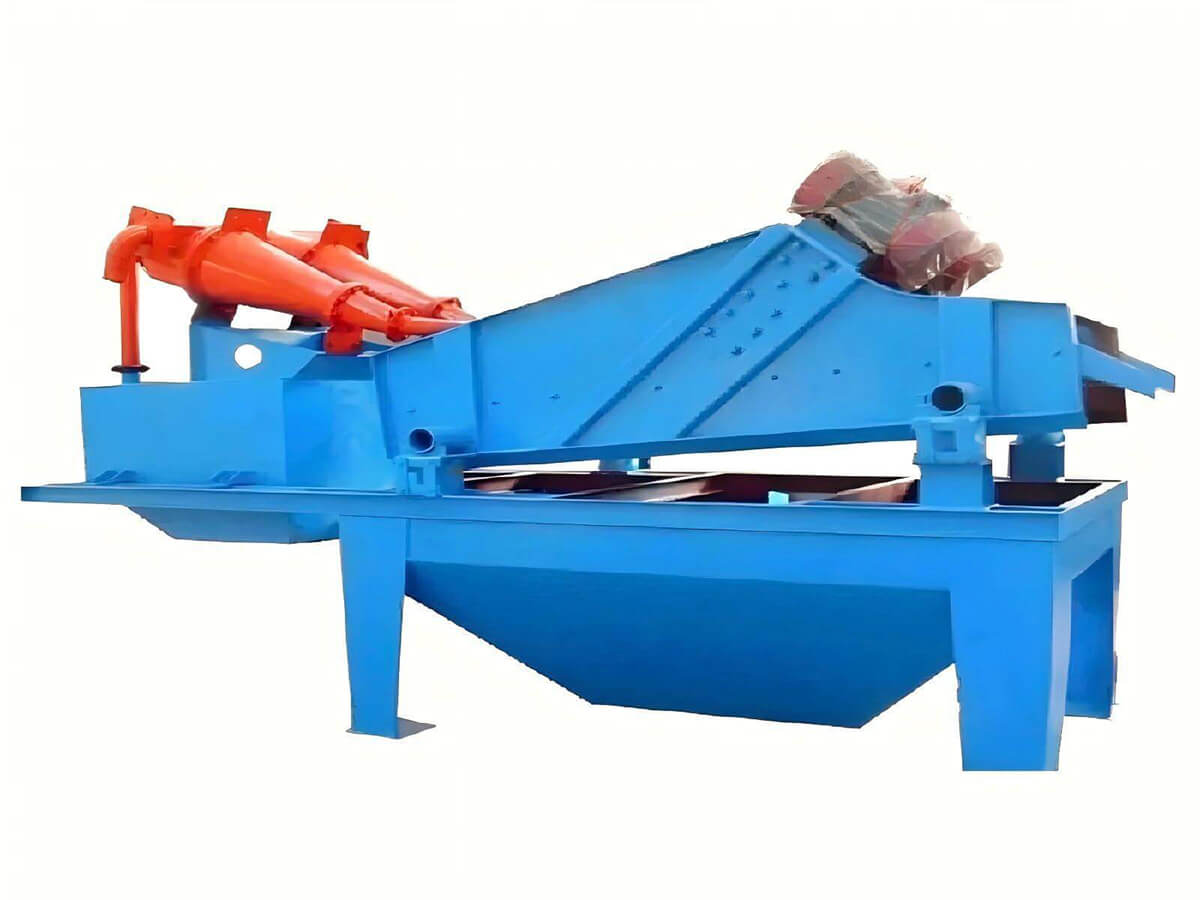
Magnetic separation (auxiliary process)
Weak magnetic separation: Used to separate pyrrhotite from iron-cobalt ores. For example, using a wet high-intensity magnetic separator (background field strength 0.8-1.2T), magnetic concentrate with a cobalt grade ≥0.5% can be recovered.
High-gradient magnetic separation: For fine-grained cobalt minerals (such as cobalt oxide), high-gradient magnetic separators (background field strength 0.08-0.15T) achieve efficient recovery, with cobalt recovery rates exceeding 90%.
Gravity separation (specific scenarios)
Shaking table separation: Suitable for processing fine-grained cobalt minerals with a particle size of 2-0.037mm. Density separation is achieved through differential motion on the bed surface, increasing cobalt concentrate grade by 10%-15%.
Spiral sluice: Used for processing 0.1-0.37mm cobalt ore, featuring high throughput and low cost, but with a slightly lower recovery rate than flotation.
Combined processes (complex ores)
Combined flotation-magnetic separation: For copper-cobalt oxide ores, sulfides are first recovered by flotation, followed by magnetic separation to recover magnetic cobalt minerals, achieving an overall recovery rate exceeding 80%.
Roasting-Flotation Method: Used for manganese-cobalt ores. Roasting disrupts the mineral structure, improving cobalt floatability and increasing cobalt recovery by 20%-30%.

III. Smelting and Processing: From Concentrate to Metallic Cobalt
Pyrometallurgy
Smelting: Cobalt-sulfur concentrate is mixed with flux (limestone, silica) and smelted in an electric furnace or blast furnace to obtain cobalt matte (containing 5%-15% cobalt).
Blowing: Cobalt matte is converted into high-cobalt matte (containing 20%-30% cobalt) through converter blowing, while removing impurities such as iron and sulfur.
Hydrometallurgy
Acid Leaching: Cobalt matte is dissolved in sulfuric acid. The leachate is purified (removing impurities such as iron, zinc, and manganese) and then purified by solvent extraction or ion exchange to further refine cobalt. For example, one plant used P507 extractant, achieving a cobalt extraction rate of over 99%.
Electrolysis: Using a pure cobalt plate as the anode and a stainless steel plate as the cathode, electrolysis is performed in a cobalt sulfate solution to obtain high-purity cobalt (purity ≥99.95%).
Cobalt Extraction as a Byproduct
Nickel Electrolyte: Cobalt is recovered from the nickel electrolysis anode mud through precipitation, extraction, and other steps, achieving a cobalt recovery rate of over 85%.
Waste Recycling: Cobalt salts are produced using cobalt-containing waste (such as spent catalysts and magnetic slag), reducing costs by 30%-50% compared to primary ore.