

Tin Mining Technology
Date: 2026-02-22 Categories: Non-Ferrous Metals Views: 42
Tin ore beneficiation is a mineral separation and purification process designed specifically for the characteristics of tin ore. Its core objective is to efficiently separate tin minerals (such as cassiterite) from gangue and associated minerals using physical or chemical methods, thereby improving the concentrate grade.
The following is a brief description of its key processes and core technologies:
I. Process Flow Framework
Pretreatment Stage
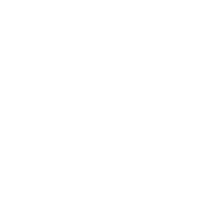
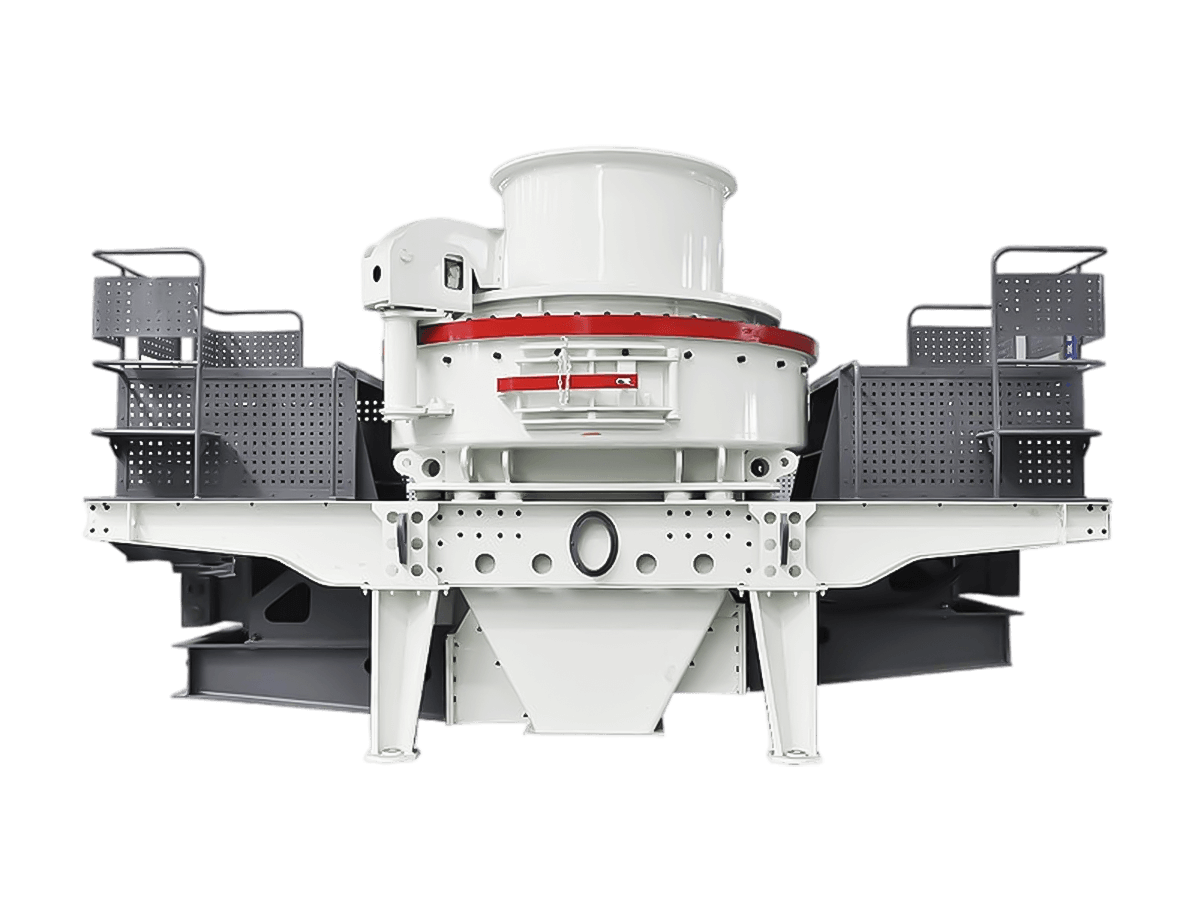
Crushing and Screening: The raw ore is crushed to a suitable particle size (usually <25mm) and classified into coarse, medium, and fine particles through screening, preparing for subsequent separation.
Desliming Treatment: Hydrocyclones or high-frequency screens are used to remove ultrafine slime (up to -10μm, accounting for 40%-60%), avoiding interference with subsequent separation efficiency.
Core Separation Stage
Coarse Particle Separation: Jigs or spiral sluices are used to recover 2-0.5mm coarse tin minerals, achieving a tailings rejection rate of up to 50%, reducing subsequent processing volume.
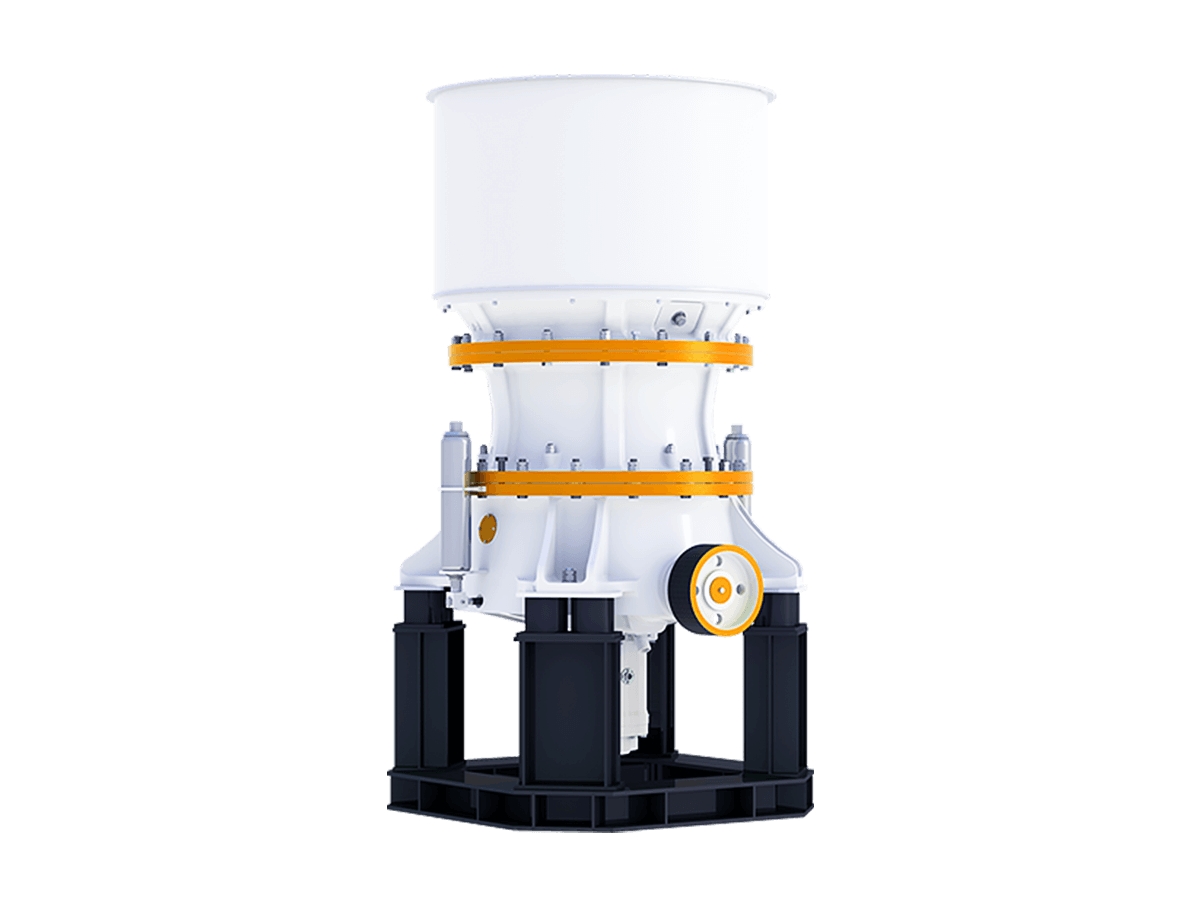
Fine Particle Separation: Shaking tables separate particles down to -0.1mm, achieving a concentrate grade of over 60%.
Fine particle recovery: Gravity separation tailings are regrinded (to -200 mesh, 80%-85%), and flotation is used to recover <19μm ultrafine cassiterite, with a recovery rate exceeding 90%.
Concentration purification stage
Magnetic separation for impurity removal: For tin ore containing magnetic minerals such as iron and tungsten, wet high-intensity magnetic separators are used for further purification, reducing the iron content to below 0.5%.
Chemical beneficiation: For complex polymetallic ores, a combined flotation-gravity separation process is used, or chemical leaching (such as acid leaching) is employed to remove impurities and improve concentrate purity.
II. Core Technologies and Methods
Gravity Separation
Principle: Separates tin minerals (density 6.8-7.0 g/cm³) from gangue (such as quartz, density 2.65 g/cm³).
Equipment: Jigs (for coarse particles), shaking tables (for fine particles), spiral sluices (for medium and coarse particle recovery).
Advantages: Low cost, environmentally friendly, high throughput; the primary process for alluvial tin ore.
Flotation
Principle: Adding a collector (such as salicylhydroxyxamic acid) causes tin minerals to adhere to air bubbles and float, achieving separation from gangue.
Innovative Technologies
Shear-Flocculation Flotation: Processes 5μm ultrafine particles, increasing recovery rate by 15%.
Carrier Flotation: Uses quartz as a carrier to recover -10μm particles, solving the problem of micro-fine particle recovery.
Applicable Scenarios: Fine-sized embedded particles, recovery of gravity separation tailings.
Magnetic Separation
Principle: Utilizes magnetic differences to separate associated minerals such as iron and tungsten.
Applications: Pre-selection of raw ore for waste removal (removing 20%-30% of waste rock), or purification of concentrate (e.g., reducing iron content).
Combined Processes
Gravity-Flotation Combined: Coarse-grained gravity separation + fine-grained flotation, increasing overall recovery rate by 12%-15%.
Magnetic-Gravity Combined: Magnetic separation for tungsten removal + gravity separation for tin extraction, achieving efficient utilization of multi-metal resources.
Full-Scale Separation: Covers 98% of the particle size range, maximizing resource utilization.