Rutile Beneficiation Process
Date: 2026-02-22 Categories: Non-Ferrous Metals Views: 34
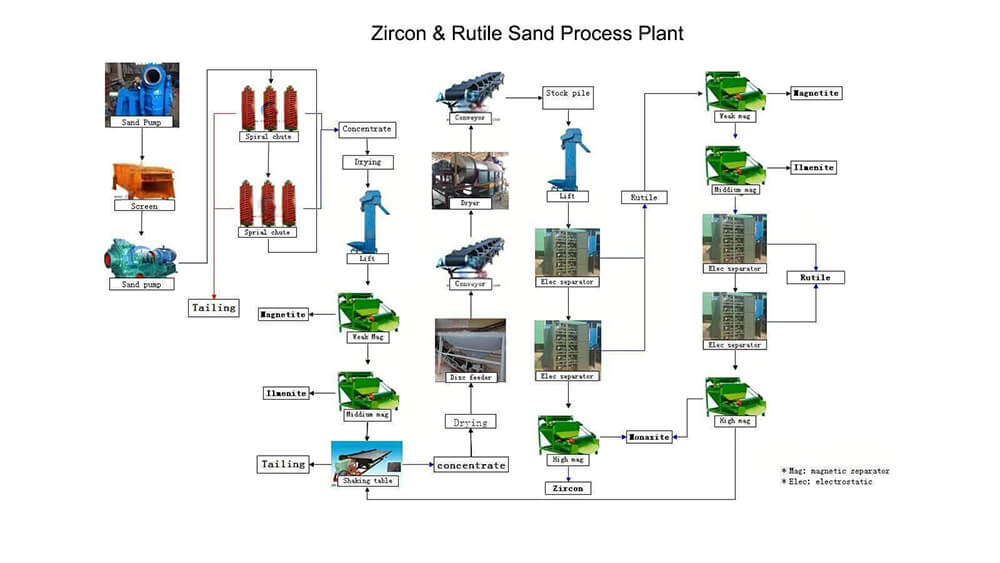
Rutile processing and beneficiation mainly include crushing and screening, gravity separation, magnetic separation, flotation, electrostatic separation, chemical beneficiation, and combined processes. The following is a detailed introduction to these processes:
I. Crushing and Screening
Crushing: Raw ore is usually large and needs to be crushed into smaller particles using crushers. Commonly used crushing equipment includes jaw crushers and cone crushers.
Screening: The crushed ore is then screened to separate ore particles of different sizes. The purpose of screening is to improve the efficiency of subsequent beneficiation processes and ensure that the ore particles reach a suitable particle size range.
II. Gravity Separation
Principle: This method utilizes the density differences between different minerals in the ore for separation. Rutile has a relatively high density, generally around 4.2-4.3 g/cm³, while gangue minerals have a relatively low density.
Equipment: Commonly used gravity separation equipment includes shaking tables, spiral chutes, and jigs. Shaking tables utilize the asymmetrical reciprocating motion of the table surface and the washing effect of transverse water flow to separate minerals of different densities on the table surface, thus achieving separation. Spiral sluices utilize the centrifugal force and gravity of the slurry in the spiral sluice to deposit minerals of different densities at different positions in the spiral sluice, achieving separation. Jigs utilize the pulsating effect of water flow to stratify minerals according to density.
Applications: Gravity separation is a commonly used technique for separating and enriching primary rutile ore due to its low cost and minimal environmental pollution.
III. Magnetic Separation
Principle: Separation is based on the differences in magnetic properties among different minerals in the ore. Rutile is generally a weakly magnetic mineral, while gangue minerals are mostly non-magnetic.
Equipment: Magnetic separation equipment includes dry magnetic separators and wet magnetic separators. Dry magnetic separators are suitable for processing coarse-grained rutile ore, offering advantages such as high throughput and low cost; wet magnetic separators are suitable for processing fine-grained rutile ore, offering advantages such as high separation accuracy and strong adaptability.
Applications: Magnetic separation technology can be effectively used for the pre-selection and cleaning of rutile ore, removing magnetic impurities and improving concentrate grade.
IV. Flotation
Principle: Flotation separates rutile minerals by utilizing the differences in their surface physicochemical properties. By adding flotation reagents, the surface of rutile becomes hydrophobic, allowing it to be captured by air bubbles and float to the surface, separating it from gangue minerals.
Reagents: Commonly used collectors include fatty acids and chelating agents; modifiers include sodium carbonate and sodium hydroxide; and frothers include pine oil.
Application: Flotation is an effective method for separating fine-grained rutile and reducing metal loss. It is particularly important for primary rutile ores with fine particle sizes and proximity to gangue minerals.
V. Electrostatic Separation
Principle: Flotation separates rutile minerals by utilizing the differences in their electrical conductivity. Rutile has a certain degree of conductivity, while gangue minerals are mostly non-conductive.
Equipment: Commonly used electrostatic separation equipment includes high-voltage electrostatic separators and electrostatic precipitators.
Applications: Electrostatic separation can effectively separate conductive rutile from non-conductive minerals, improving concentrate grade and reducing impurity content.
VI. Chemical Beneficiation
Principle: Utilizing chemical reagents to react with rutile, separating it from gangue minerals.
Methods: Chemical beneficiation methods mainly include acid leaching, alkali leaching, and chlorination. Acid leaching effectively removes impurities such as iron and aluminum from rutile; alkali leaching removes impurities such as silicon and aluminum; chlorination converts titanium in rutile into titanium tetrachloride, which is then used to produce titanium dioxide through distillation and oxidation.
Applications: Chemical beneficiation can further improve the grade of rutile, meeting the stringent purity requirements of high-end applications.
VII. Combined Processes
Principle: Due to the complex properties of rutile ore, single beneficiation methods often fail to achieve ideal beneficiation results. Therefore, combined processes are often employed to integrate multiple beneficiation methods such as gravity separation, magnetic separation, flotation, and electrostatic separation for comprehensive rutile separation.
Application: Combined processes can fully leverage the advantages of various beneficiation methods, improving the efficiency and grade of rutile beneficiation. For example, for rutile in coastal placer deposits, a combined process integrating gravity separation, magnetic separation, and electrostatic separation can be used for separation.