

Silver Extraction Process
Date: 2026-02-22 Categories: Precious Metals Views: 41
Silver extraction technology centers on "physical sorting and enrichment + chemical leaching purification." Depending on the type of silver mineral (silver sulfide, silver oxide, native silver) and ore properties, single or combined processes such as flotation, gravity separation, cyanide leaching, and chloride leaching are selected to achieve efficient silver recovery.
Silver is a precious metal with the chemical symbol Ag. It possesses high electrical and thermal conductivity and ductility, and is widely found in silver mines, making it an important material in industrial and consumer sectors.
Mainstream Extraction Processes and Flowcharts
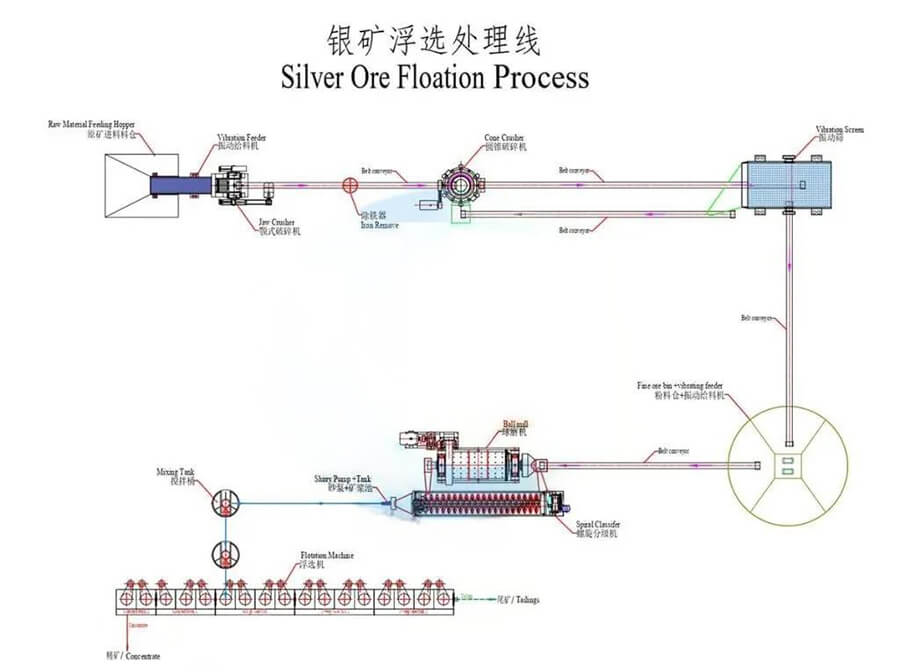
1. Flotation Process (Applicable to silver sulfide ores/associated silver ores)
Core Objective: To separate silver minerals from gangue to obtain high-grade silver concentrate.
Standard Flowchart
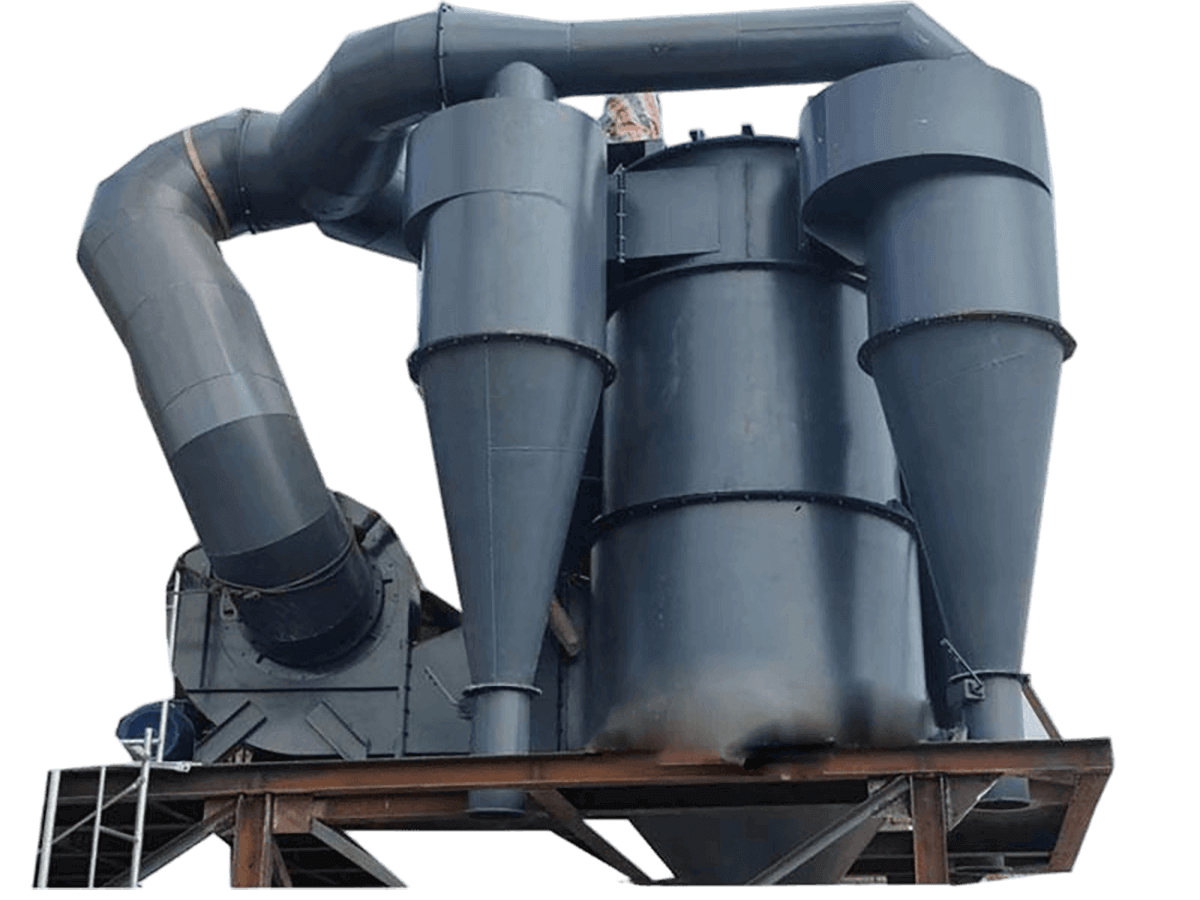
Crushing and Grinding: The ore is crushed to 30-50mm, and then ground in a ball mill to a particle size of -0.074mm (70%-85%) to ensure liberation of individual silver minerals.
Pulp Adjustment and Flotation: The pH is adjusted to 8-10 with lime. Xanthates (butyl xanthate), black distillates, and pine oil frothers are added. Aeration separation is performed in the flotation machine.
Fluorescence Refinement: The roughing froth undergoes 2-3 refinements to remove gangue impurities, yielding silver concentrate (silver grade 1000-5000 g/t).
Key parameters: Pulp concentration 30%-40%, collector dosage 50-200 g/t, flotation time 15-30 min, silver recovery rate 75%-90%.
2. Cyanide Leaching Process (Applicable to Oxide Silver Ore / Native Silver / Flotation Concentrate)
Core Principle: Silver forms a soluble silver-cyanide complex in alkaline cyanide solution, which is then recovered through zinc powder replacement or activated carbon adsorption.
Main Process (Cyanide - Zinc Powder Replacement):
Grinding and Slurry Preparation: Grind to 80%-90% -0.074 mm particle size, adjust pH to 10-11 with lime, and add sodium cyanide (concentration 0.05%-0.2%).
Stirred Leaching: Stir the slurry in the leaching tank for 24-48 h, achieving a silver dissolution rate of 80%-95%, and introduce air to enhance dissolution.
Solid-liquid separation: Filtration yields a silver-containing precious liquor; tailings are discarded or recycled for other minerals.
Zinc powder replacement: Zinc powder (5-10 times the amount of silver) is added to the precious liquor to replace silver mud (silver grade ≥80%), which is then smelted and purified.
3. Chlorination leaching process (suitable for refractory silver ores/high-sulfur silver ores)
Core advantages: For cyanide-resistant sulfide silver ores, chlorinating agents (such as chlorine gas, sodium hypochlorite) are used to oxidize and break down sulfides, converting silver into soluble silver chloride.
Simplified process: Grinding → Hydrochloric acid slurry adjustment (pH 1-2) → Addition of chlorinating agent → Stirred leaching (8-12h) → Filtration → Reduction of the precious liquor with sodium sulfite to obtain silver powder.
Key indicators: Silver leaching rate 85%-92%, suitable for high-sulfur, high-arsenic silver ores, avoiding cyanide contamination.
4. Gravity Separation Process (Suitable for coarse-grained native silver ore)
Application Scenarios: Native silver ore with silver particle size > 0.074mm, or as a pretreatment step for flotation/leaching.
Process: Crushing and grinding → Classification → Jigging/shaking table/spiral sluice separation → Obtaining rough silver concentrate, which is then purified by flotation or cyanidation.