Beach Sand Separation Process
Date: 2026-02-24 Categories: Non Metals Views: 37
Beach sand separation technology aims to extract high-value minerals (such as ilmenite, zircon, monazite, and other heavy minerals) or separate specific components (such as quartz and feldspar) from beach sand. Its core process combines physical sorting and chemical treatment, balancing efficiency and environmental friendliness.
The following is a typical process flow and key technical points:
I. Core Process Flow
1. Pretreatment Stage
Screening and Dewatering
Purpose: To remove coarse particles (gravel, shells) and fine mud, reducing the load on subsequent processing.
Equipment: Vibrating screen (screen aperture typically 0.5-2mm), spiral sand washer (to remove muddy impurities).
Parameters: Screening efficiency must reach over 90%, and the moisture content of the dewatered sand should be <15%.
Magnetic Pre-enrichment
Principle: Utilizing the magnetic difference between weakly magnetic minerals (such as magnetite) and heavy minerals (ilmenite, zircon) to initially separate magnetic impurities.
Equipment: Permanent magnet drum separator (magnetic field strength 0.1-0.3T).
Effect: Can remove 50-70% of magnetic impurities, improving the grade of heavy minerals.
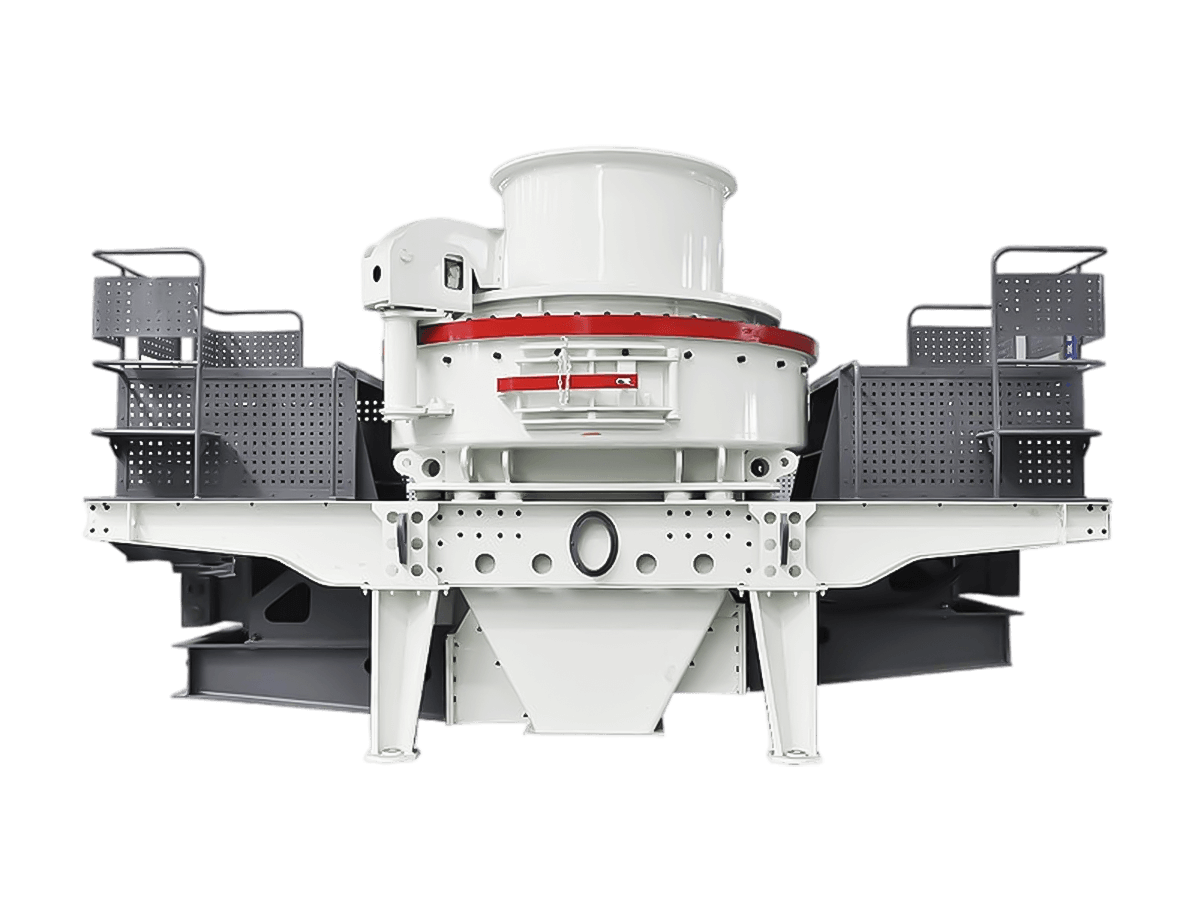
2. Gravity Separation Stage
Shaking Table Separation
Principle: Based on the density difference of minerals, stratification is achieved on an inclined table surface through water flow and table vibration.
Equipment: 6-S type shaking table (processing capacity 0.5-2 t/h).
Parameters: Bed surface slope 1-5°, stroke 8-15 mm, flushing water flow 2-5 L/s.
Product: Separation of light minerals (quartz, feldspar) and heavy minerals (ilmenite, zircon), with heavy mineral concentrate grade reaching 30-50%.
Spiral chute separator
Applicable scenarios: Large processing capacity, coarse-grained (0.074-2 mm) sand.
Advantages: Simple structure, no power consumption, separation efficiency of 70-85%.
Parameters: Spiral diameter 400-1200 mm, screw pitch 200-400 mm.
Centrifugal concentrator
Principle: Utilizes centrifugal force generated by high-speed rotation to enhance separation, suitable for fine particles (-0.074 mm).
Equipment: Falcon centrifuge (speed 60-120 G).
Results: Recovery rate is 10-20% higher than the shaking table, but the concentrate grade is slightly lower.
3. Combined Magnetoelectric Separation
High Gradient Magnetic Separation (HGMS)
Purpose: To further separate weakly magnetic minerals (such as ilmenite and monazite) from heavy mineral concentrates.
Equipment: SLon vertical ring pulsed high gradient magnetic separator (background magnetic field 1.2-1.8T).
Parameters: Pulsation frequency 0-300 times/min, feed concentration 20-30%.
Results: Ilmenite recovery rate >90%, concentrate grade TiO₂ ≥45%.
Electrostatic Separation
Principle: Utilizing the difference in mineral conductivity, conductive minerals (such as ilmenite) are separated from non-conductive minerals (such as zircon) in a high-voltage electric field.
Equipment: Roller electrostatic separator (voltage 20-50kV).
Parameters: Roller speed 50-100r/min, feed thickness 0.5-2mm.
Results: Achieves titanium concentrate with TiO₂ grade >50% and zircon concentrate with ZrO₂ grade >65%.
4. Flotation and Chemical Treatment (Optional)
Flotation
Applicable Scenarios: When heavy minerals contain associated growth stones, mica, etc., further purification is required through flotation.
Reagents: Amine collectors (for feldspar flotation), fatty acid collectors (for ilmenite flotation).
Process: Adjust pH to 8-10, add inhibitors (such as water glass) to suppress quartz, and achieve selective separation.
Acid Leaching
Purpose: To dissolve the iron oxide film or fine inclusions on the surface of heavy minerals, improving purity.
Acid Solution: Dilute hydrochloric acid (5-10%) or oxalic acid (0.5-2 mol/L), temperature 50-80℃, time 1-4 hours.
Effect: It can reduce the Fe₂O₃ content to <0.5%, meeting the needs of high-end applications.

II. Key Technologies and Optimization Directions
Multi-stage Separation Synergy
Utilizing a combined process of "shaking table + centrifuge + HGMS," triple separation based on particle size, density, and magnetic properties can be achieved, increasing the recovery rate of heavy minerals to 85-90%.
Fine Particle Recovery Technology
Developing ultrafine particle agglomeration flotation technology, by adding polymeric flocculants to agglomerate fine heavy minerals, improves flotation efficiency.
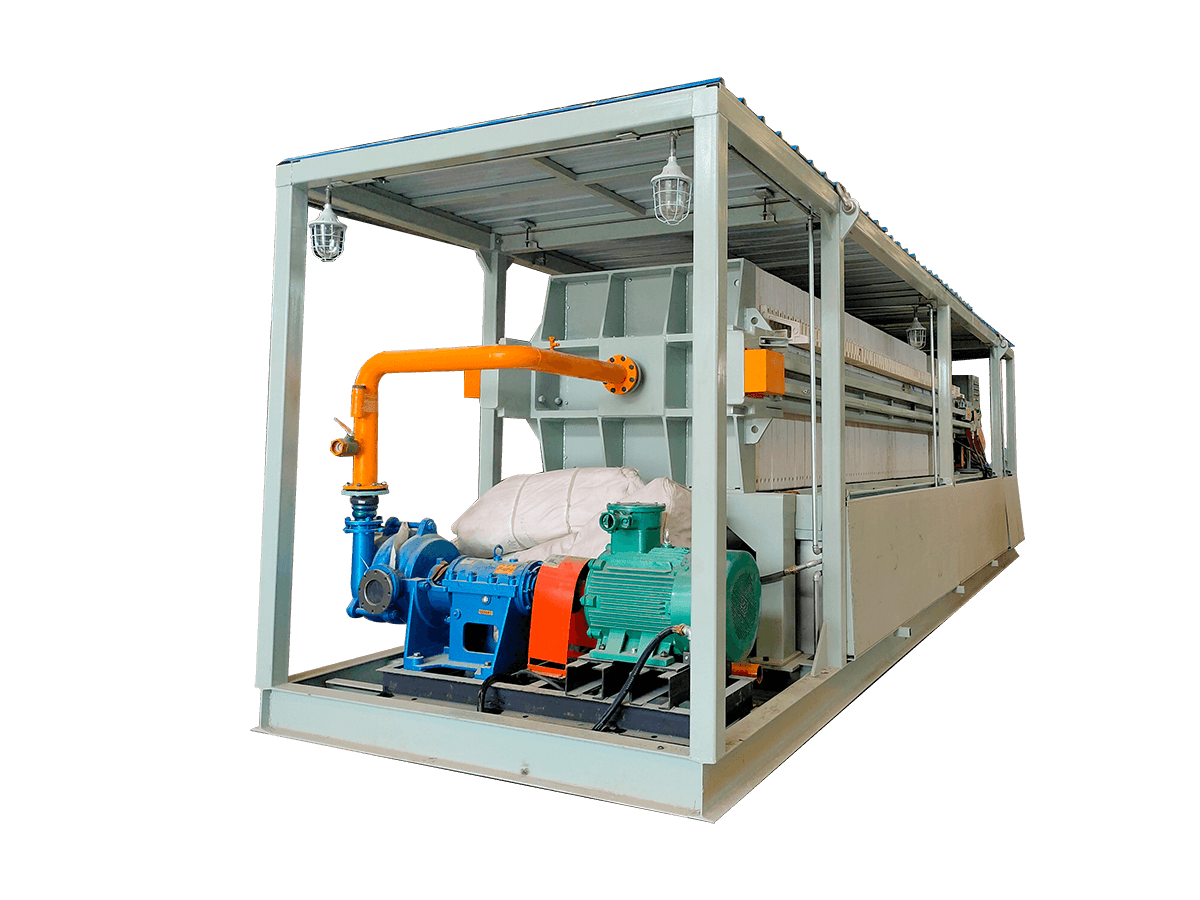
Environmental Protection and Resource Utilization
Failure Sand Comprehensive Utilization: Processing tailings sand into construction sand or ceramic raw materials reduces waste emissions.
Wastewater Treatment: Employing a sedimentation-filtration-membrane separation process to achieve water resource recycling.
Intelligent Control
Introducing online detection (such as X-ray fluorescence spectrometry) and an automatic control system to adjust separation parameters in real time and stabilize product quality.
III. Application Scenarios and Product Standards
Titanium Concentrate
Uses: Raw material for titanium dioxide, an additive for titanium alloys.
Standard: TiO₂ grade ≥47%, Fe₂O₃ <1.5%, particle size -0.074mm >85%.
Zircon Concentrate
Uses: Ceramic glazes, refractory materials, and zirconium chemical raw materials.
Standard: ZrO₂+HfO₂ ≥65%, TiO₂ <0.5%, Fe₂O₃ <0.3%.
Monazite Concentrate
Uses: Raw material for rare earth extraction.
Standard: REO (rare earth oxides) ≥55%, ThO₂ <0.3% (environmental protection requirements).
IV. Typical Cases
Australian Heavy Sand Mineral Project
Employing a "screening-shaking table-centrifuge-HGMS" process, with a processing capacity of 200 t/h, heavy mineral recovery rate of 88%, titanium concentrate TiO₂ grade of 48%, and zircon ZrO₂ grade of 66%.
China Hainan Beach Sand Project
Combining "magnetic pre-enrichment + electrostatic separation" technology, the monazite recovery rate increased to 75%, meeting rare earth extraction requirements. Beach sand separation processes need to be flexibly adjusted according to raw material characteristics (such as mineral composition and particle size distribution), with the core objective of achieving efficient resource utilization and environmental compliance. With technological advancements, intelligent, low-energy-consumption, and high-recovery-rate sorting equipment will become mainstream.